(3) Design of gate form
1 If the point gate is used to feed from the top of the plastic part, the quality of the plastic part can be guaranteed to be good, but the mold structure is complicated, and the three-plate two-open mold structure is required to realize the point gate. 2 If a balanced side gate (see Figure 3) is used, only two open mold structures can be used to open and close the mold, and the obtained cavity parts are easy to process, and the gate is easy to remove without affecting the performance of the product. And the quality of the appearance, it is easy to ensure the size of the plastic parts in each cavity, so the program is chosen by our designers.
(4) Launching agency
1 If a small push rod is used, each part is symmetrically arranged with two push rods. At least 12 uniform small push rods are required for one mold, and the core (6×1) mm recess is designed to be formed. . 2 If the push tube is used for push-out, six uniform pushers are required for one mold, and the intermediate (6×1) mm pits also need to be designed with a formed core. 3Because the shape of the part is small, the pushing force is not large. The ejector can be placed directly at the pit position of (6×1)mm. The ejector participates in the forming and the function of pushing out the part, which eliminates the forming. The core also simplifies the structure of the mold (see Figure 4).
Figure 4 ejector position
(5) Design of formwork and other structures
Combined with the structural characteristics of the product, the structural template and the fixed template of the mold cavity adopt the integral cavity plate. This structure has high precision during the working process and is easy to be processed in the manufacturing process of the mold. Figure 5 is the mold. Overall structure diagram.
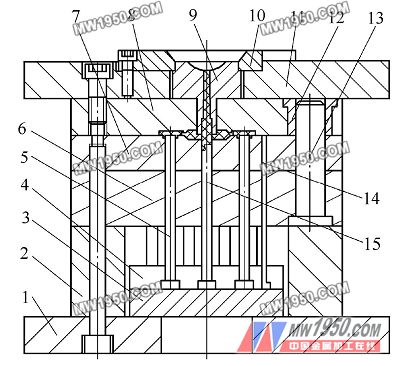
Figure 5 Overall structure of the mold
1.Moving mold base plate 2. Side upright 3. Pushing plate 4. Top rod fixing plate 5. Top rod 6. Support plate
7. Moving template 8. Fixed template 9. Gate sleeve 10. Positioning ring 11. Fixed mold seat plate
12. Guide sleeve 13. Guide post 14. Reset rod 15. Pull rod
2. Mold manufacturing
From the economic aspect of mold manufacturing, some of the standard mold base materials can be 45 steel, and the quality is adjusted to 230-260HBS. Considering that the surface roughness of the product is relatively low, the fixed formwork adopts P20 steel and the movable formwork adopts 2738 steel. Due to the relatively regular shape of the dynamic and fixed model cavities, their cavities and runners are suitable for direct milling by CNC milling, CNC engraving and milling machines or machining centers.
3. Mold work process
When the mold is opened, the fixed template and the movable template are separated from the parting surface, the moving mold moves backward, and the Z-shaped pulling rod 15 pulls the condensing material of the pouring system and the plastic product to move backward together, when the aggregate in the main channel is completely pulled out. After a certain distance, the ejector rod on the injection machine passes through the large hole in the middle of the movable mold seat plate and directly acts on the push plate 12, so that the condensate and the plastic button product in the pouring system are in the Z-shaped pull rod 15 and the ejector rod. The action of 5 is pushed out together to complete the demoulding process; when the mold is clamped, the ejector rod is reset, and the ejector fixing plate 4 returns to the initial state under the action of the resetting rod 14, and the movable and fixed templates are completely closed back to the forming position. Go to the next work cycle.
4. Conclusion
The paper discusses the characteristics of the mold. The movable mold ejector is a forming ejector, which not only functions to eject the plastic part, but also the end part participates in the formation of the (6 × 1) mm pit because the forming section is only 1 mm deep. And taper or rounded corners can be set, so the tightness is not large and it is easy to demould.
Previous page