〠Abstract 】 In this paper, the properties of W18Cr4 V steel are analyzed in detail, and the forging process of W18Cr 4V steel is emphasized. The post-forging cooling and heat treatment are described in detail. First, the properties of W18Cr4V steel Chemical composition The chemical composition of W18Cr4V steel: wC = 0. 7 % ~ 0. 8 % ; wSi ≤ 0. 4 % ; w Mn ≤ 0. 8 % ; wCr = 3. 8 % ~ 4. 4 % ; w Mo ≤ 0. 3 % ; wW = 17. 5 % ~19 %; wV = 1. 0 % ~1. 4 %. 2. Composition characteristics In steel, carbon mainly forms carbides with chromium, tungsten, molybdenum, and vanadium (formation elements of carbides) to improve hardness, wear resistance, and red hardness. Tungsten is the main element for improving red hardness, which forms carbides in steel. When heated, a part of the carbide is dissolved in austenite, and after quenching, martensite containing a large amount of tungsten and other alloying elements and having high tempering stability is formed. During tempering, a part of tungsten is dispersed in the form of carbides, causing secondary hardening. When heated, the undissolved carbide acts to prevent austenite grain growth. Vanadium can significantly improve the red hardness, hardness and wear resistance of high speed steel. When the carbide formed by vanadium is partially heated into austenite during heating, it is dispersed at a fine particle point during tempering, causing secondary hardening to increase the red hardness of the steel. Chromium in high-speed steel mainly increases its hardenability, and at the same time improves the anti-oxidation, decarburization and corrosion resistance of steel. Cobalt also significantly increases the red hardness and hardness of steel. 3. W18Cr4V steel structure The as-cast microstructure of W18Cr4 V consists of a skeletal, carbide sheet with martensite or troostite, and black tissue (δ segregation) and white tissue (martens and retained austenite). ). The as-cast microstructure and chemical composition of high-speed steel are particularly uneven, and the heat treatment cannot be changed. Therefore, it is necessary to carry out pressure processing to break up the coarse eutectic carbide and evenly distribute it, and then use it to manufacture various cutting tools and Mold. Second, the forging process High-speed steel is prone to over-burning when heated. Forgings close to this temperature range are prone to chipping, and the heating temperature should be strictly controlled. Forging temperature range W18Cr4 V is a high-alloy steel characterized by a slow heating rate and a narrow forging temperature range. The initial forging temperature is 1100 to 1150 ° C, and the final forging temperature is 900 to 950 ° C. 2. Determination of heating time W18Cr4 V steel has poor thermal conductivity and generally requires partial heating. The heating temperature in the low temperature section is 800 to 900 ° C, and the heating time is generally calculated as 1 mi n / mm. The heating time is generally calculated according to 0. 5mi n / mm. To prevent overheating or overheating during heating, the upper limit temperature must be strictly controlled. At the same time, the billet in the furnace should be packed in an appropriate amount, and it must be turned over constantly so that the temperature inside and outside is uniform. 3. Forging ratio In the forging process, the forging ratio of the ingot is more than 8, so the forging ratio can be selected between 5 and 7. 4. Determination of heating fire times The heating heat of the W18Cr4 V steel is determined by the number of times of drawing, the energy of the equipment, and the proficiency of the operator. According to our years of production practice and technical requirements for forgings, the first three fires are three or three, or the first four fires are four and four, and the last fire is trimmed. The number of fires should not be too much. If possible, the number of fires should be reduced as much as possible to avoid cracking due to excessive forging resistance. Third, the operation process The forging is started when the billet is heated to the temperature required by the process. Before forging, the anvil should be preheated to 100-200 °C. At the same time, according to the size of the cross-section of the blank and the technical requirements of the parts, the most suitable forging process, that is, the axial repeated upsetting method, Radial "cross" forging method and three-way boring forging method. During the operation, the “two light and one heavy†forging method should be strictly implemented, that is, when the high temperature section is 1100~1150°C, it should be lightly tapped to prevent cracking; when the forging temperature is 1000~1050°C, it must be slammed to ensure Can break the carbide; when the forging temperature is lower than 1000 °C, it should be lightly pressed to prevent the occurrence of internal cracks; when the forging temperature drops to 900 ~ 950 °C, stop forging. In order to avoid cracks during forging, the hammering during the upsetting phase is not too heavy. If necessary, the end can be “rought-forged†and then thickened, and then lengthened immediately after being thickened. 8å€çš„范围内。 When the length of the forging is to be in the range of 0.6 to 0.8 times the height of the forging. The feed amount is too small for forging, and if it is too large, it will produce a "cross" crack. Avoid single-sided deformation or skew when upsetting. When pulling out, turn the blanks evenly. When pulling the rounds, first chamfer them. Do not hammer them in the same place multiple times. When it is found that the billet has a small crack, it should be removed in time and then forged. (1) Forgings should be placed in a white ash box or dry sand box immediately after forging, and should be buried slowly and slowly. There should be no exposed parts. Before the forging is embedded, the temperature of the white ash or dry sand is preferably 100 to 200 °C. After forging, the small forgings can be cooled in the furnace and then cooled to 50 °C to be air-cooled. (2) The forging should be annealed immediately after cooling. The purpose of annealing is not only to eliminate internal stress, reduce hardness to facilitate cutting, but also to prepare a good original microstructure for later quenching. The annealing process of W18Cr4V has two kinds of annealing and isothermal annealing (see Figure 1 and Figure 2). V. Conclusion Through the performance analysis of W18Cr4V steel, the forging process is further improved, which not only lays a good foundation for the heat treatment of the tool, but also improves the comprehensive mechanical properties of the W18Cr4 V steel and improves the service life of the blade and the die. In recent years, the production of high-speed steel forgings has won widespread praise from users.
High-speed steel W18Cr4V is a typical Leysite steel, which is characterized by high red hardness and wear resistance, and has certain toughness. Therefore, it is commonly used to make various cutting tools and cold working molds. In use, there are many factors that cause premature failure of the cutting tool and the cold working die, but the main factors are the unreasonable forging process and the improper heat treatment process. For high carbon and high chromium steels such as W18Cr4 V, carbide non-uniformity is a decisive factor in the service life of the mold. Therefore, improving the distribution of carbides in W18Cr4 V steel is a key measure to improve the service life of the blade and die.
Fourth, post-forging cooling and annealing 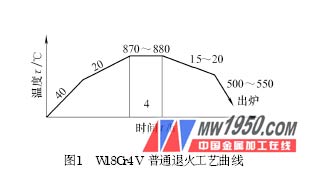

Forging of W18 Cr 4V steel