〠Abstract 】 The development of the roof welding process and the technical advantages of laser welding and laser brazing are introduced. The test shows that the laser welding and laser brazing process applied to the roof welding not only makes the product more beautiful, improves the sealing performance, but also significantly improves The strength of the welding area improves the safety of the vehicle. In recent years, China's automobile consumer market has developed rapidly and private consumers are increasing. This not only provides a broad market opportunity for major automobile manufacturers, but also puts higher demands on its products and services. In order to meet the increasingly diverse needs of consumers, more and more new technologies and processes are being applied to the automobile manufacturing process, hoping to improve the quality of the products and take the lead in the fierce market competition. Includes laser welding technology. Laser welding is mainly used in automobile manufacturing, including laser tailor welded blanks and white body laser welding. (1) Laser tailor welded blank technology has been widely accepted by major automobile manufacturers. Many models of this type of door inner panel, front floor, front and rear longitudinal beams and other components have adopted this technology. (2) White-body laser welding Although there are still problems such as high equipment investment and maintenance cost, and harsh use conditions, it has a series of outstanding advantages such as high welding precision, small deformation of parts, and remarkable improvement in strength and rigidity of welded structure. It is still adopted and promoted by manufacturers such as Volkswagen. Second, the development of the roof welding process There are connections between the roof and the side panels, roof rails, stiffeners, etc. The connection between the roof and the side panels is particularly important due to the particularity of their position: (1) This position directly affects the aesthetics of the vehicle because there is no obstruction of other parts. (2) The length of the connecting area is large and runs through the entire seating space, which is an important factor in determining the sealing and rigidity of the whole vehicle. The development of the connection technology between the roof and the side panels has experienced three stages of spot welding, laser welding and laser brazing, which are described below. Spot welding connection The roof structure and side panel outer panel structure using spot welding are shown in Figure 1. 2. Laser welding connection Since 1996, the laser welding technology was first applied by the German Volkswagen to the connection between the roof and the side panels, thus unveiling the prelude to the application of laser welding. The structure of the roof and side panels of the laser welding is shown in Figure 2. Next page
I. Overview 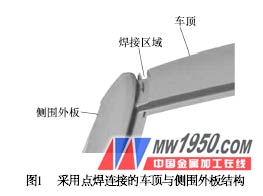
Uniformly distributed solder joints ensure joint strength, but do not have a sealing function, so a large amount of P VC needs to be sprayed in the weld area. Although painted, the solder joints and PVC traces that are directly exposed to the customer's line of sight are still unacceptable. To solve this problem, a seal with a width of 20 to 30 mm is usually installed above the area. Many small cars and even some mid-size cars have adopted black strips for cost control reasons, but they are in sharp contrast with the bright body color, which is very uncoordinated. In recent years, some manufacturers have adopted sealing strips or inlaid strips of the same color as the body. However, due to the objective requirements of the spot welding process for the edge distance, the width cannot be reduced. 
The laser welding process shown in Figure 2 does not fill the wire, but uses the laser beam output from the cavity of the Nd : YAG laser to scan the surface of the material with a high energy density radiant heat source formed by focusing through the optical system, making the material locally fast. Melt to achieve welding. The width and thermal influence zone of the laser weld are small, the material deformation is small, and the continuous linear welding is achieved, so that the strength and rigidity of the body are greatly improved, and the weld seam is sealed, which can be greatly reduced. The amount of PVC used. The process is now adopted by Shanghai Volkswagen's Passat collar. However, due to the requirements of the anti-corrosion performance of the vehicle, the roof and the side panels are made of galvanized steel. The surface quality after laser welding cannot meet the demanding requirements of the VW standard. For this purpose, a width of only 10 mm is installed. The same color of the body is used as a decoration. Compared with the spot welding structure, the appearance has been greatly improved.
Development of roof welding process and application of laser welding