Fully Refined Paraffin Wax,Parafin Wax,Semi-Refined Paraffin Wax Water Treatment Chemical Co., Ltd. , http://www.nsadditive.com
At that time, the former Soviet Union, the Czech Republic, and especially the “First Five-Year Plan†Su Yuan 156 project, the induction heating technology entered China's machine tool, automobile and tractor manufacturing industry. In addition, the textile machinery industry has also imported high-frequency electronic tube equipment from the United States for surface hardening of rollers.
First, the characteristics of induction heat treatment technology at that time
(1) Electron tube high-frequency power supply is the main variable frequency power supply. Only the first automobile manufacturer uses a large number of medium-frequency generators, and uses one frequency conversion machine to supply 3 to 5 quenching stations. Each quenching station can alternately work in turn. That is, the workpiece on the first stage is heating, the second unit can be sprayed, and the third unit can be loaded and unloaded, which greatly increases the load factor of the machine generator, as shown in Figure 1. 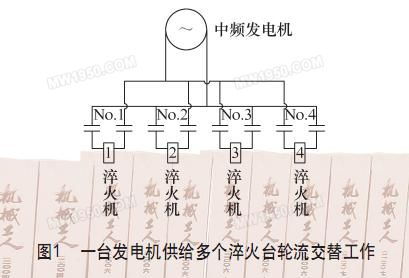
(2) The quenching machine can be installed on the production line instead of being concentrated in the heat treatment workshop, which can reduce the round-trip transportation of the workpiece.
(3) In order to reduce the operator's labor, semi-automatic or fully automatic quenching machines, such as crankshaft semi-automatic quenching machine, track pin automatic quenching machine, etc., the track pin quenching productivity reaches 180 pieces/h, workers only need to feed the hopper Components.
(4) Multi-workpiece heating sensor is used. For example, the spacer end face heating sensor heats 4 pieces at a time, and the brake shoe (rectangular surface quenching) sensor can heat 7 pieces at a time, as shown in Fig. 2. 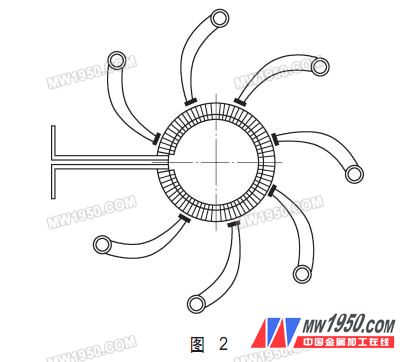
(5) With the clamp sensor to solve the adjustment of the workpiece and the sensor concentricity and positioning reference, such as automotive leaf spring pin and other small parts, replaced with the sensor, electric and thermal specifications, an adjustment, instant production, workpiece in and out The sensor is extremely fast and extremely productive, as shown in Figure 3. For the workpiece that needs to be heated by rotation, in Figure 2, the bottom of the sensor is equipped with a water turbine, driven by quenching water, and the handle is pressed to push the workpiece out of the inductor, as shown in Fig. 4. 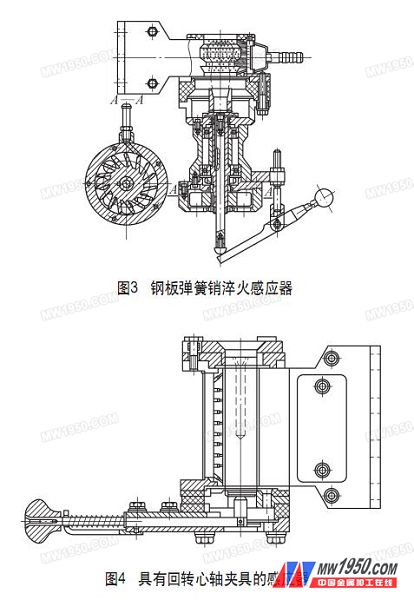
(6) The high frequency quenching adopts a self-tempering process. FAW, one tow crankshaft neck intermediate frequency quenching and 45 steel shaft and pin small parts on the production line all use the self-tempering process created by K3 Shepirikovsky, saving energy, labor and production area , simplifies the process.
(7) Promote the use of medium carbon steel induction quenching instead of quenching and carburizing process. Taking the heat treatment parts of automobiles as an example, the number of induction heat treatment parts and the weight of kilograms are increasing continuously. At the beginning of the construction (1957), only 31 kinds of liberation vehicles were used. 148.5kg induction hardened parts. By the 1980s, the induction hardened parts of CA141 cars had been expanded to 52 kinds, weighing 245kg, the original number was 167%, and the weight was 165%.
(8) Carry out research on new technologies such as gear high-frequency gas carburizing, medium carbon steel and low hardenability steel.
(9) The former Soviet Union's factory design, process and equipment materials have become the main blueprint for the renovation of old factories and the preparation of new plants. The materials of the Soviet high-frequency technology book and Daxie Kevic experts in the 1956 Shanghai high-frequency training class were high-frequency technicians. The main reference material. 1 2 3 4 5 Next page
Inductive heat treatment technology developed for sixty years
In the 1950s, induction heat treatment began to be applied domestically, when the process was called "high-cycle quenching." This new heat treatment process uses coil electromagnetic induction to heat steel parts. It is very novel and attractive. It has the characteristics of fast heating, partial quenching, energy saving, on-line production and easy automation. It is quickly accepted by heat treatment workers. At that time, the main goal of induction hardening was to improve the wear resistance of the workpiece, instead of carburizing and cyanidation, shortening the time period and reducing the production cost.